
SMC4-16A16B四轴运动控制器开启F1-F5键功能,可以直接面板上按F1-F5控制OUT1-OUT5端口开启和关闭。
B站观看
SMC4-16A16B四轴运动控制器开启F1-F5键功能,可以直接面板上按F1-F5控制OUT1-OUT5端口开启和关闭。
B站观看
SMC4-16A-16B IO输出板V3.0 可以在12V和24V电源下产生变频器速度控制所需要的0-10V控制信号。当SMC4主机使用12V或24V电源连接变频器,可以根据电压的不同,参考下面的连接方式。前提是变频器需要预先设置好正反转控制端口和启用0-10V端口,当然正转、反转、速度控制是三个独立控制功能,具体使用到的功能按实际需求连接接使用。
SMC4主机使用24V电源时,图中“24V”应接到SMC4主电源的24V端口(正极)。IO输出板上的两个跳线帽按图中圆圈标示位置进行跳线。
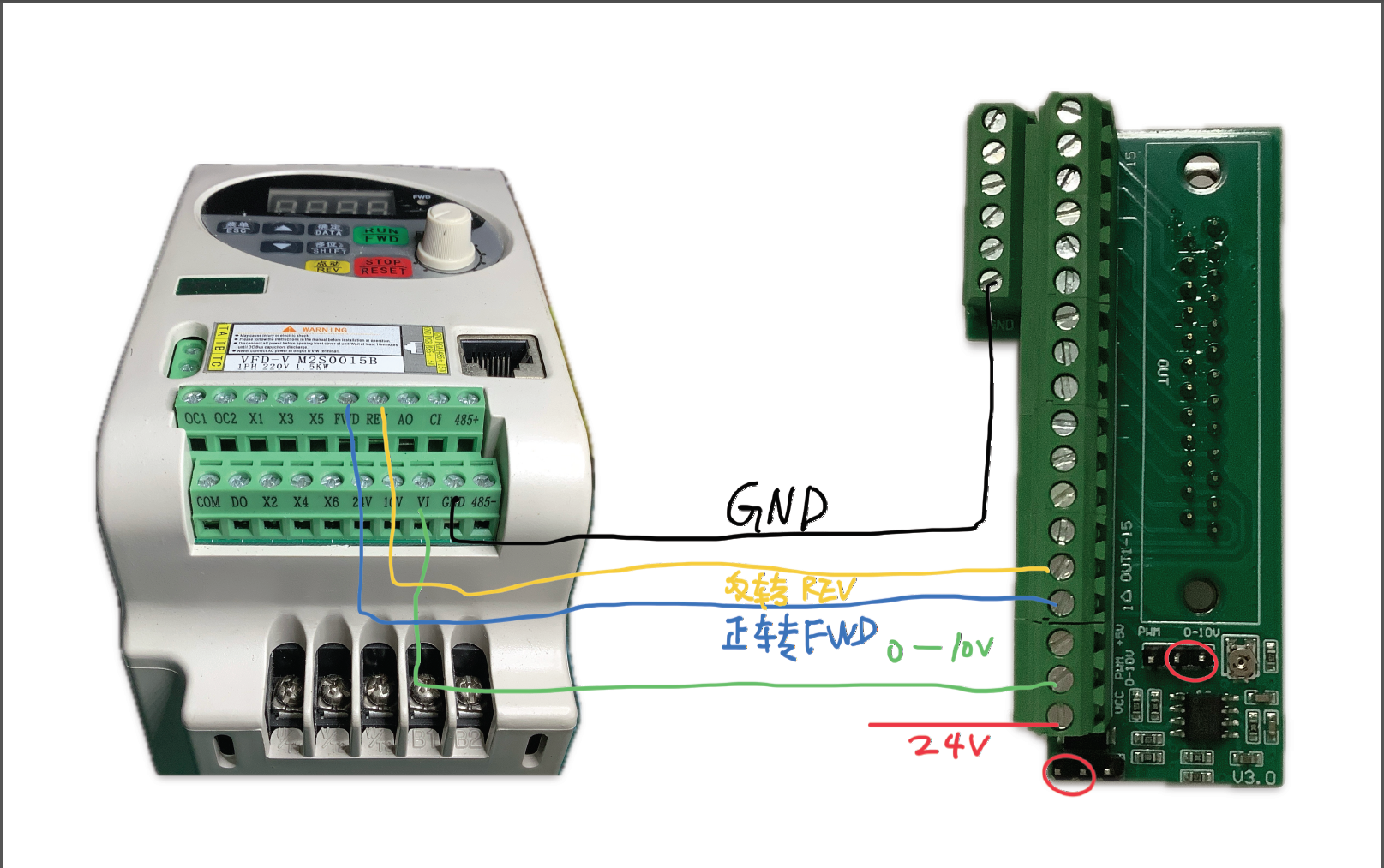
SMC4主机使用12V电源时,图中“12V”应接到SMC4主电源的12V端口(正极)。IO输出板上的两个跳线帽按图中圆圈标示位置进行跳线。

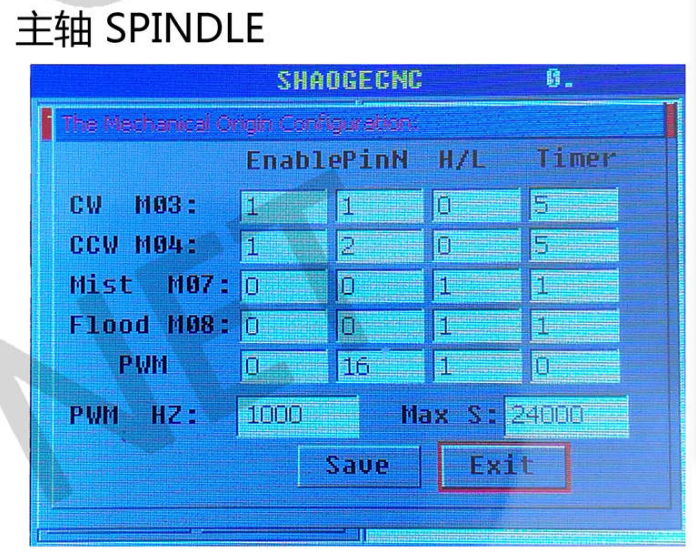
当按上面参考图连接时,SMC4主机上的主轴参数,可以按下图进行设置。M03,M04项目中设置正反转连接的端口和延时参数,PWMHZ不需要更改,MaxS填写主轴的最大转换,雕刻用的电主轴一般是24000转。
关于此IO输出板跳线的更多设置参考可以跳转到《SMC4-16A-16B IO输出板V3.0的0-10V电路跳线说明》查看。
B站观看