今天闲来无事做了个简单的模型,用来调下3D打印机拉丝太多的问题。
先上模型,就2个不规则三角形的简单模型。
test 《– 点击可下载模型的STL文件
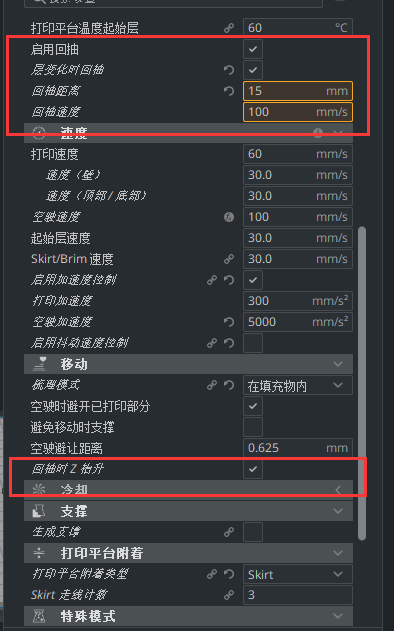
首先使用这组参数打一个对比样本,为了求快,填充设置为0,只打外壳。
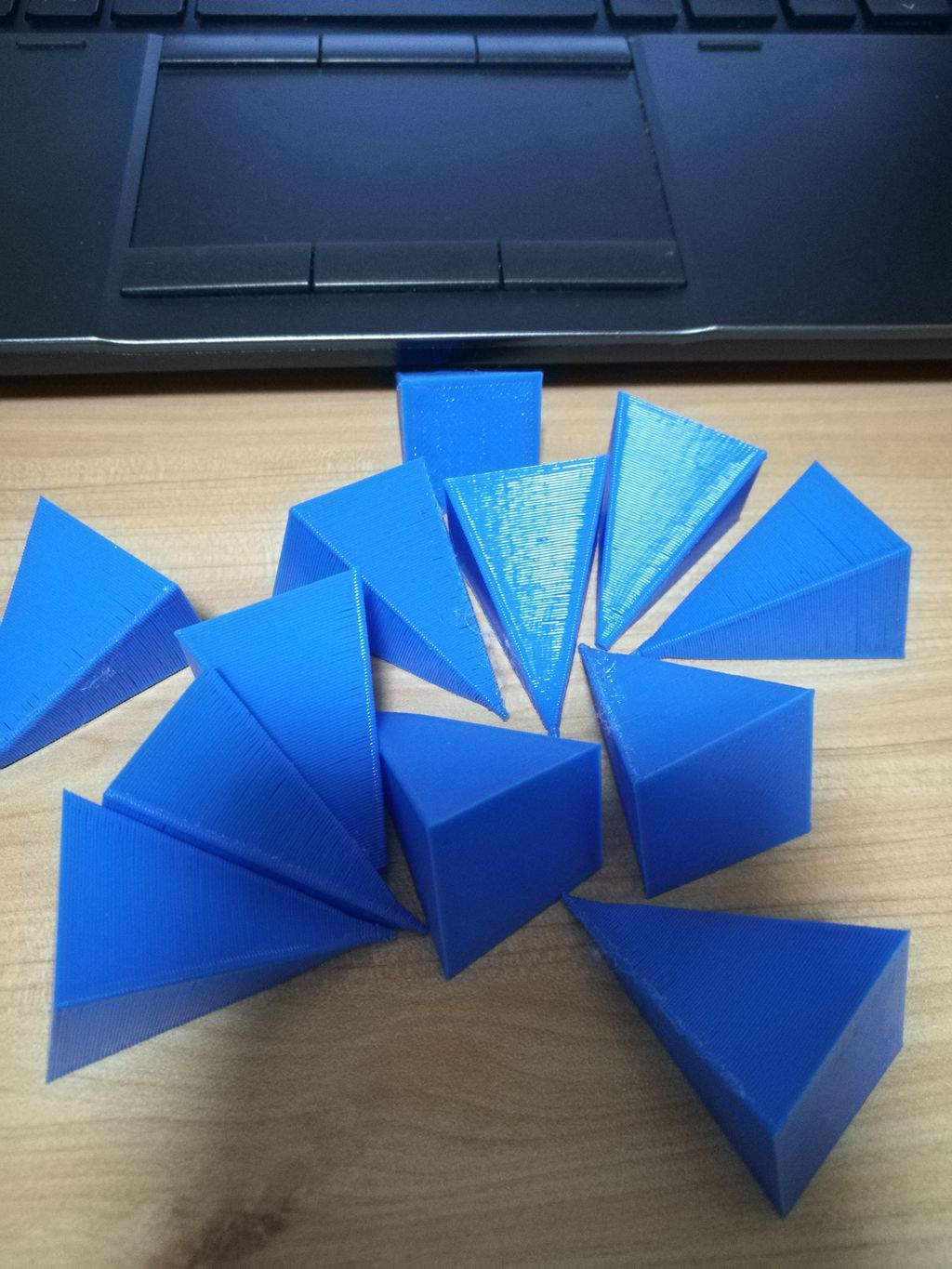
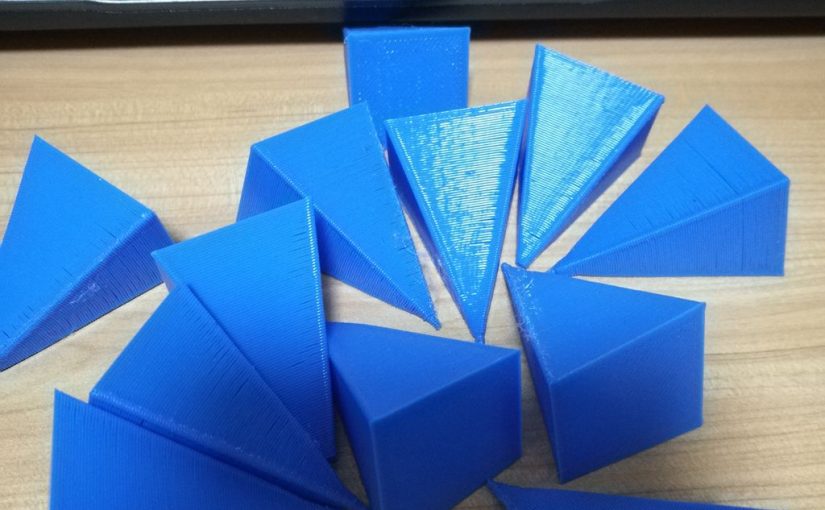
打印结果如下
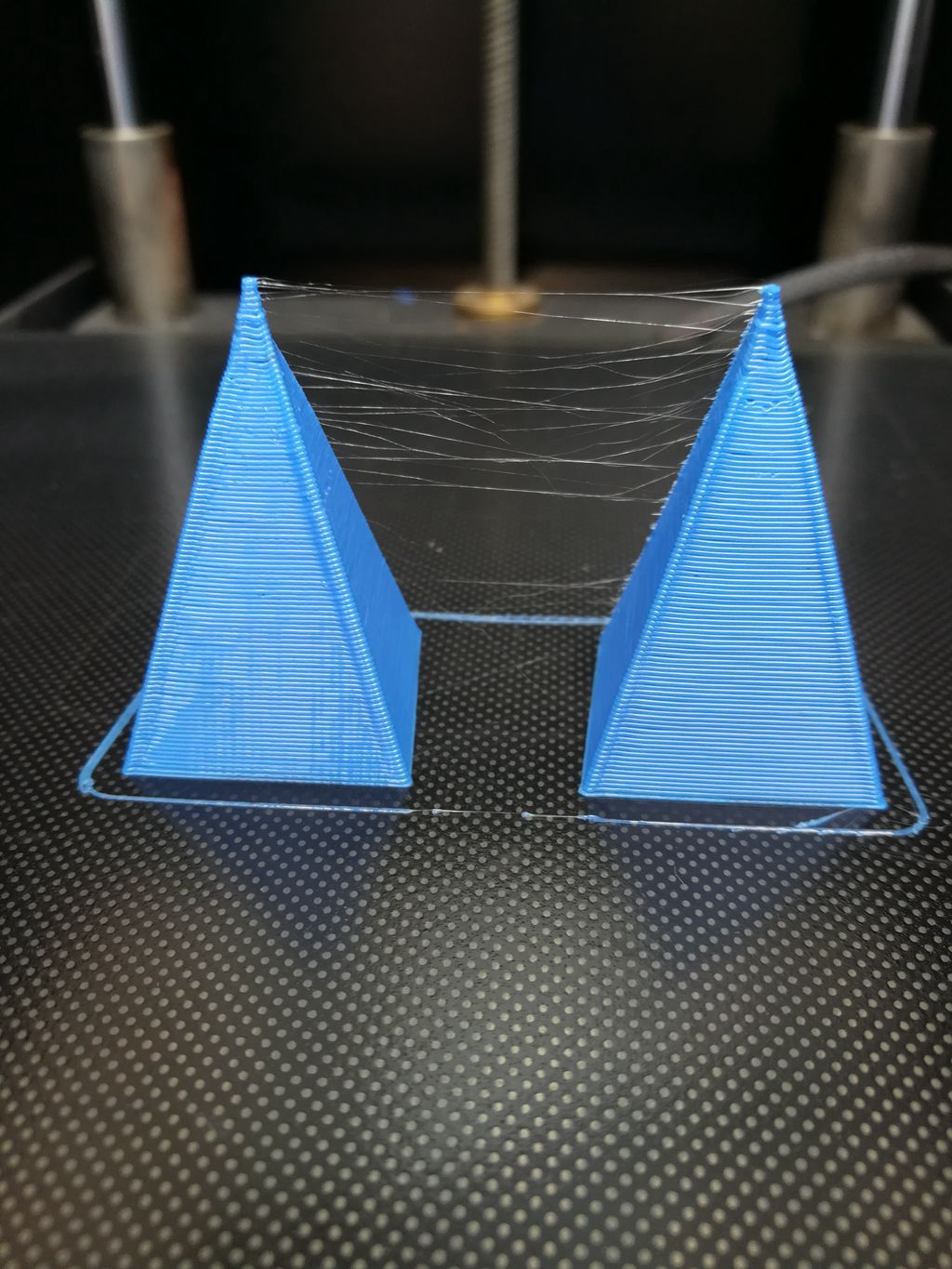
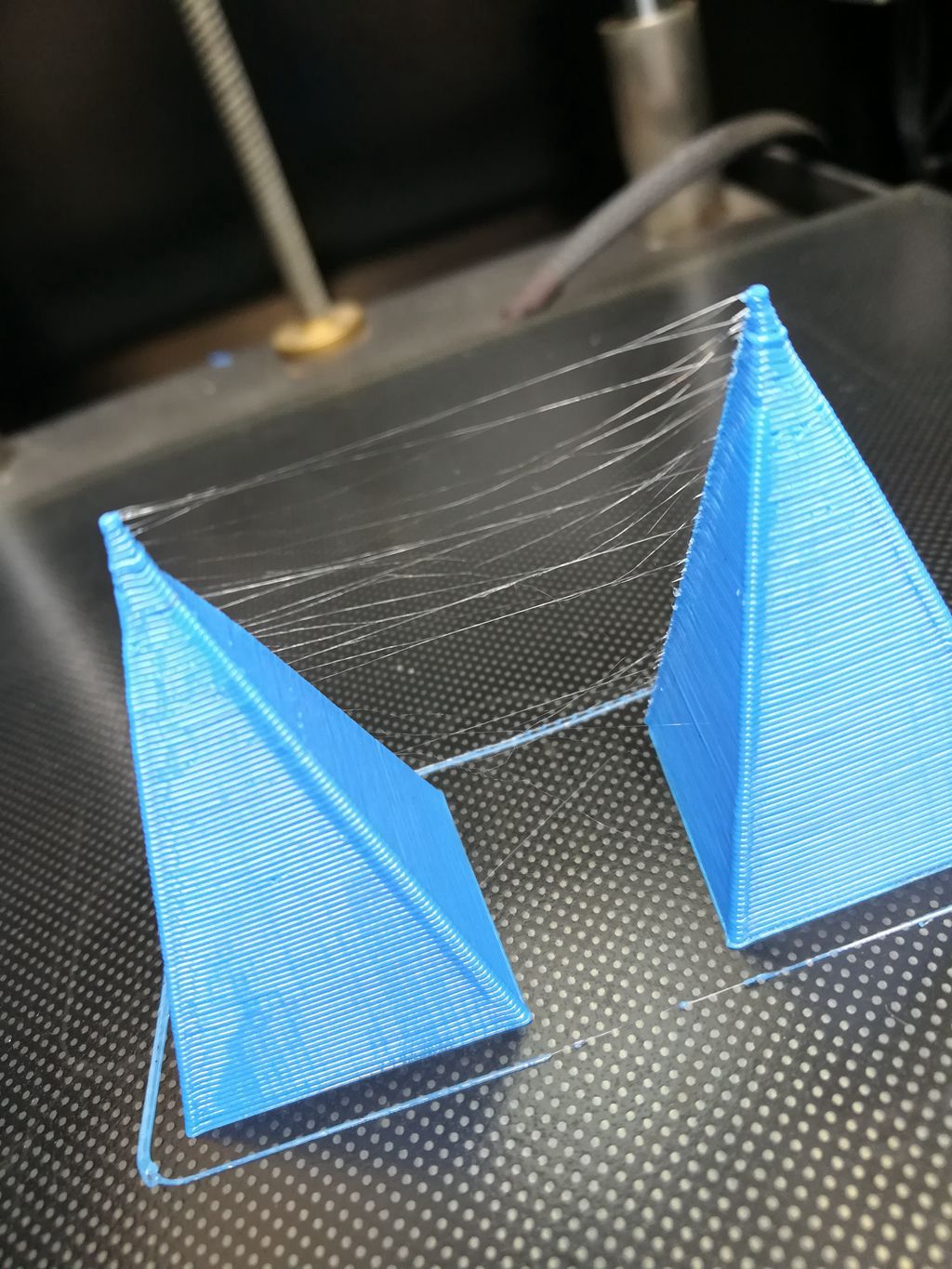

前2图可以看出在同层2外不同打印区域移动时,会因为同层移动时没有回抽产生拉丝。
在打印过程中看到回抽时Z同时抬升了,在图3中可以看到在层变化时回抽的位置产生的不良影响。

第二次打印,关闭“回抽时Z抬升”
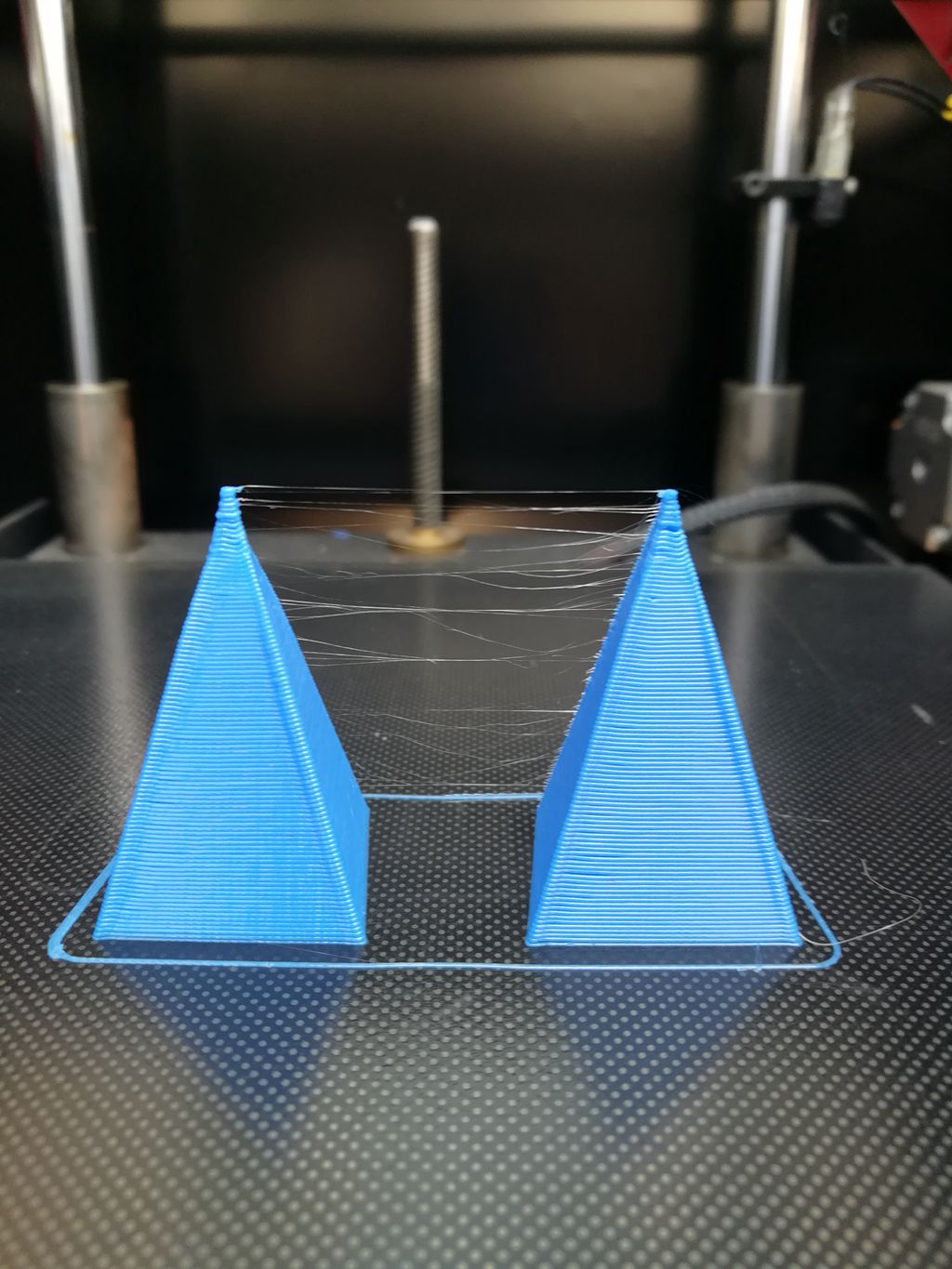
打印结果如下


 上下2个件分别是1/2次所打的
上下2个件分别是1/2次所打的
上下2个件对比可以看出在回抽位置上,关闭“回抽时Z抬升”的效果要理想一些。其它位置不变。

第三次打印,关闭“回抽时Z抬升”和 “层变化时回抽”
打印效果和第二次相当
第四次打印,则加大回抽速度从100加到500mm/s
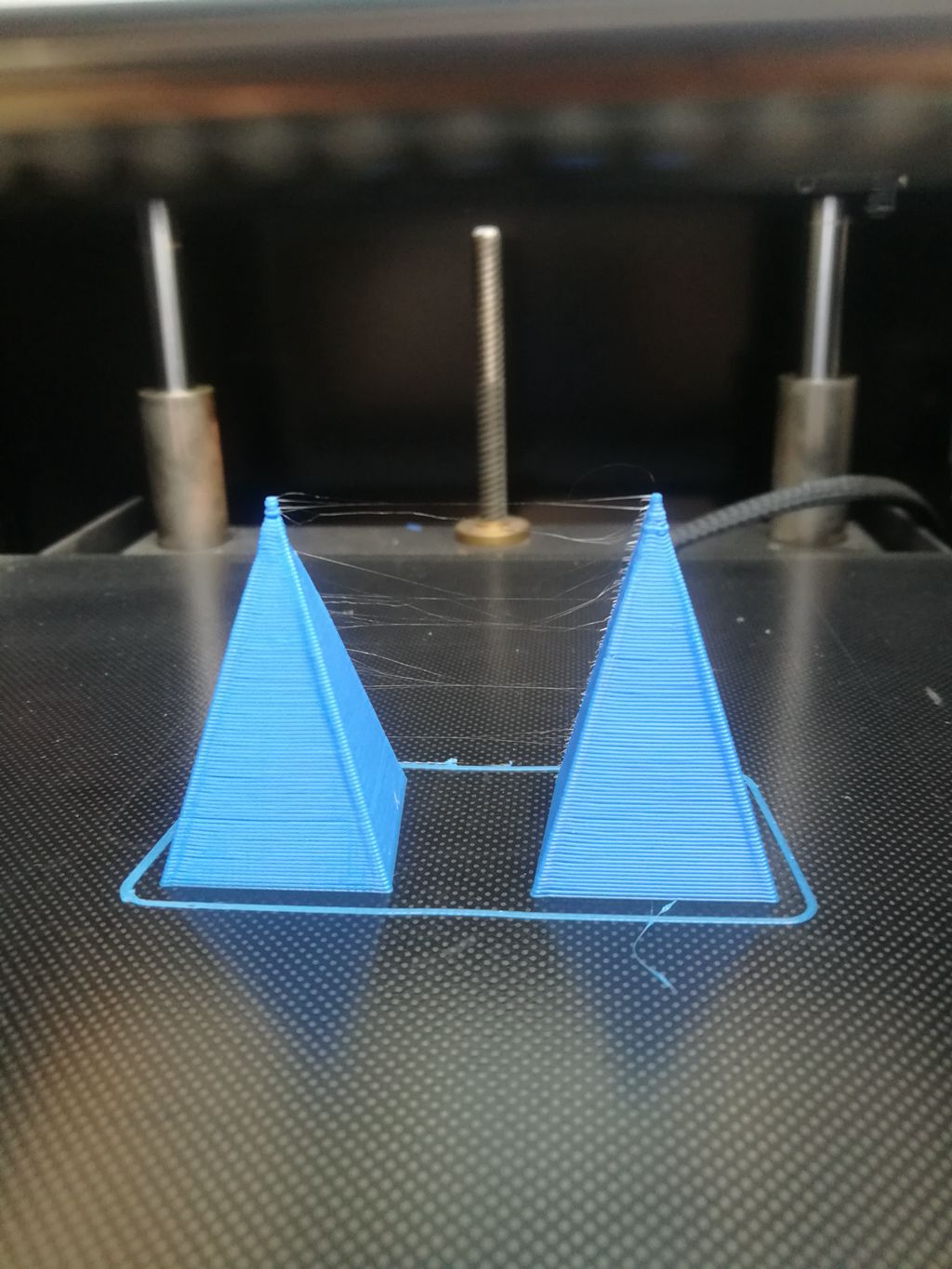
拉丝减小,可以继续调节回抽速度和距离以达到最好效果。打印温度也有一定的影响。
少量的拉丝可以用热风枪吹一下,极容易清理。
打一堆测试。