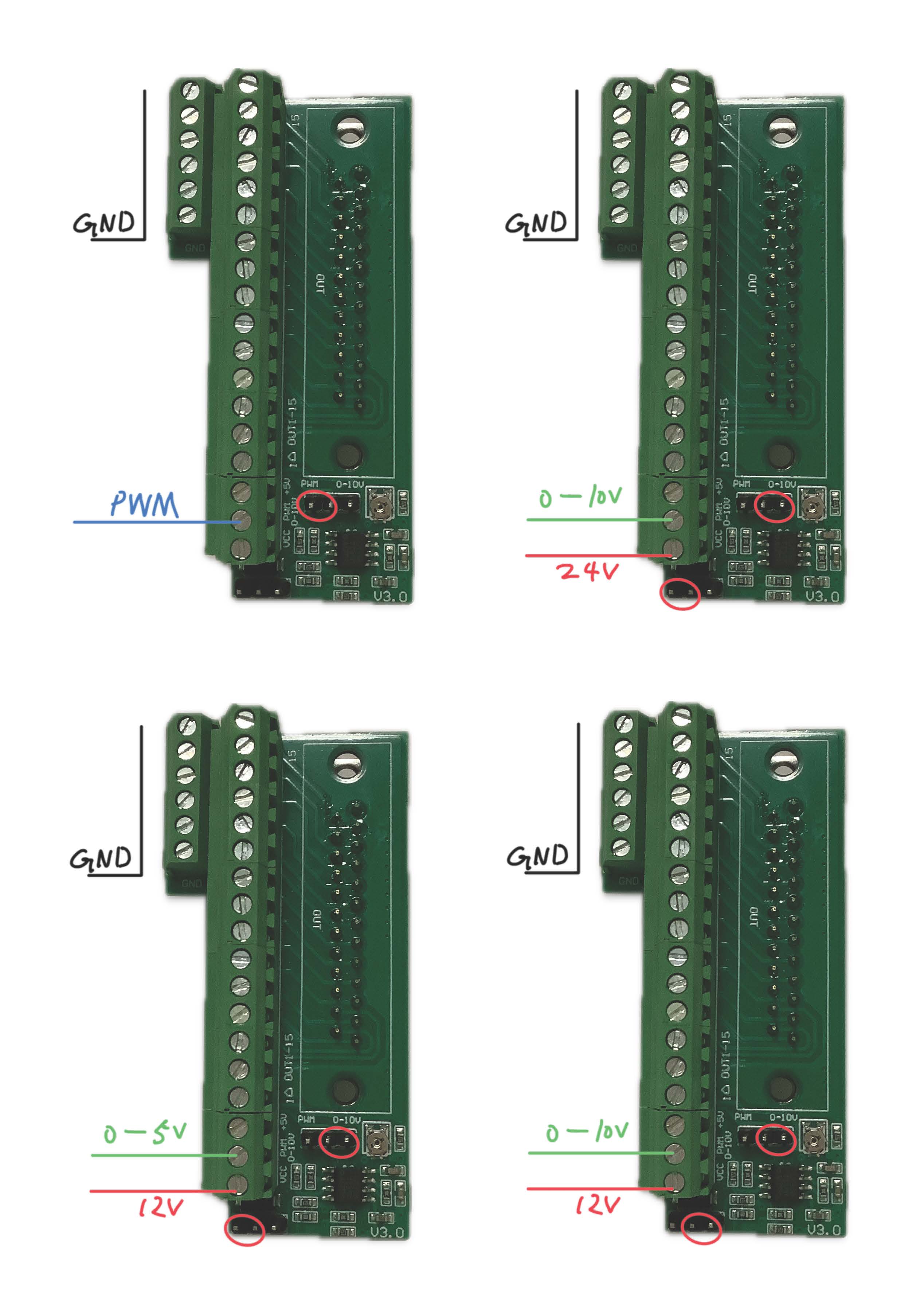
V3.0版本的IO输出转接板,可以配置4种模式(GND和控制器主电源的GND相通)
图中圆圈为跳线帽子所需要短接的2个针脚
1:PWM模式输出5V的PWM脉冲
2:板上VCC端口接入24V时,输出0-10V
3:板上VCC端口接入12V时,输出0-5V
4:板上VCC端口接入12V时,输出0-10V
销售时默认跳线为第4种模式,板上电位器以这种模式进入校准,如变更模式后,输出电压偏差时,可以对电位器进行微调。
其它相关资料可以参看 http://diy.cdle.net/?page_id=710