
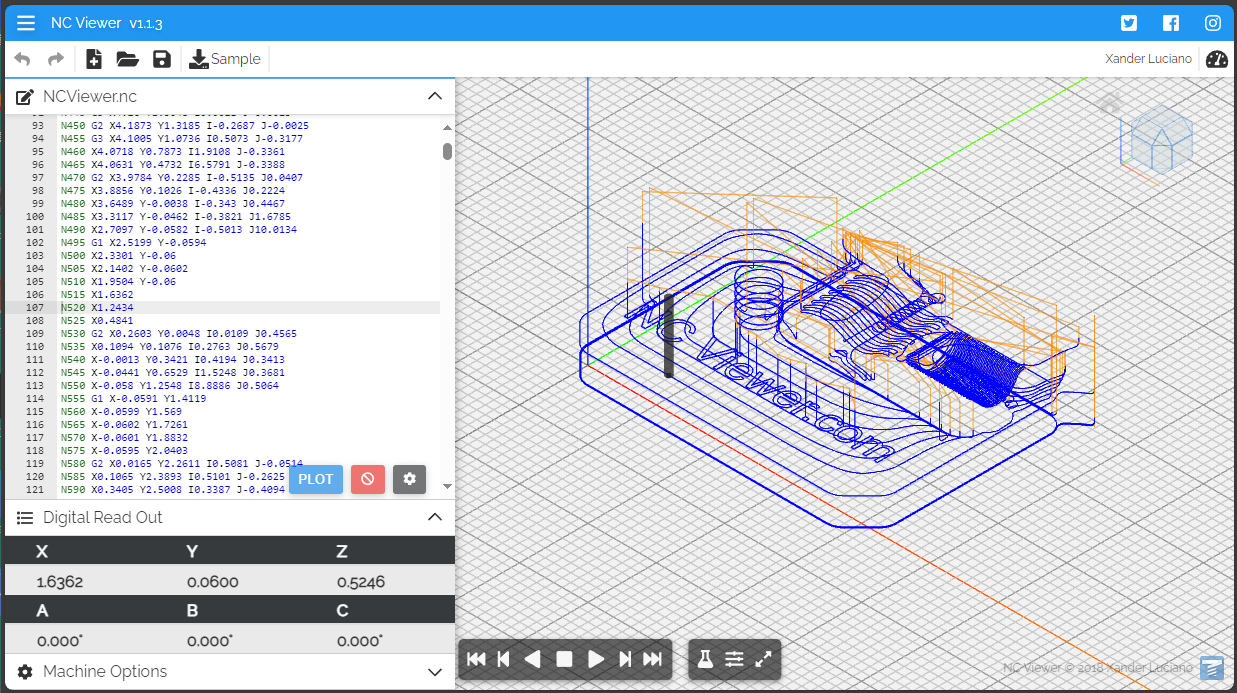
今天介绍一个在线式的G代码仿真模拟器,可以仿真预览CNC 数控机床、3D打印机、写字机等设备的G-Code。这个模拟器可以直接在浏览器上运行,无需安装,使用方便,地址为https://ncviewer.com/ 可以加载NC刀路G代码文件,3D预览显示刀路路径,并可以运行仿真G代码,并能编辑、保存G代码,方便检查G代码、学习G代码。使用方法简单,打开即用,这里不做详细介绍了。
20240225
今天介绍一个在线式的G代码仿真模拟器,可以仿真预览CNC 数控机床、3D打印机、写字机等设备的G-Code。这个模拟器可以直接在浏览器上运行,无需安装,使用方便,地址为https://ncviewer.com/ 可以加载NC刀路G代码文件,3D预览显示刀路路径,并可以运行仿真G代码,并能编辑、保存G代码,方便检查G代码、学习G代码。使用方法简单,打开即用,这里不做详细介绍了。
20240225
B站观看
本站观看(速度慢)
20240125
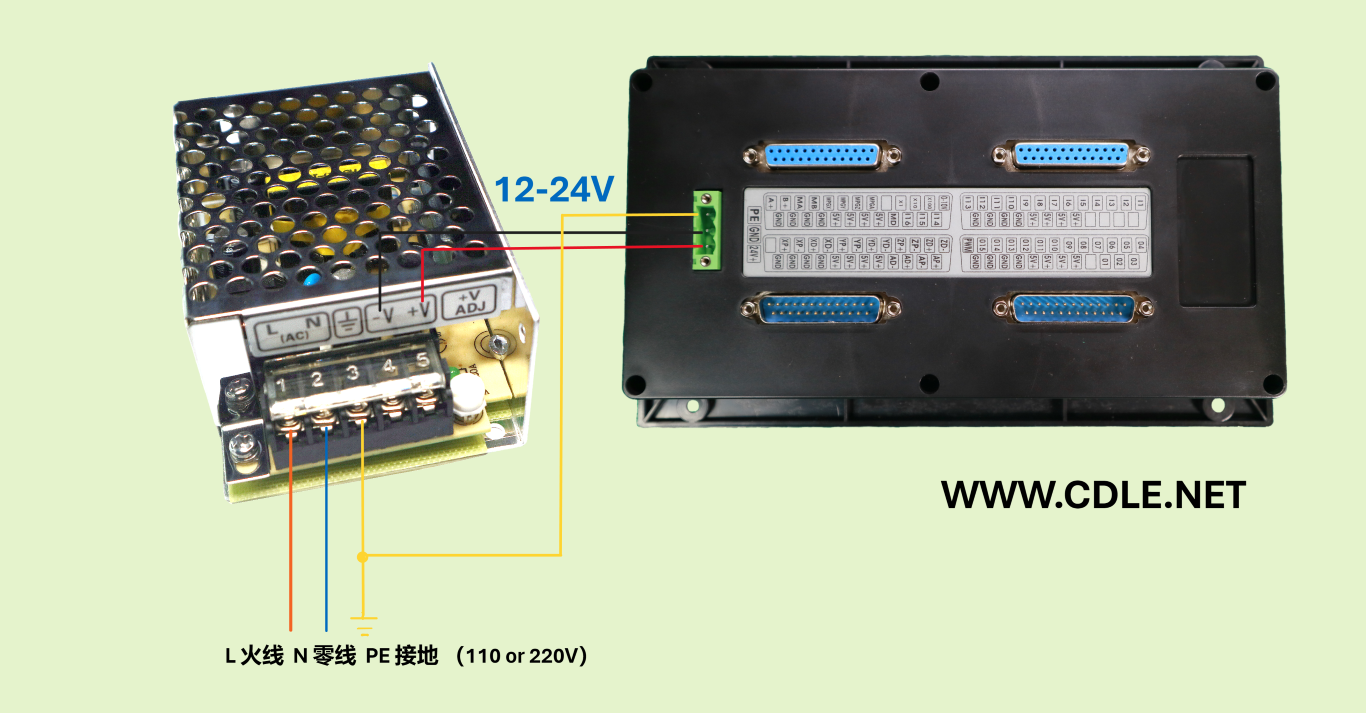
电源为直流12-24V,电流至少1A或以上。PE为保护地需要连接到接地端,以提高安全与抗干扰。
20240125