明浩的DIY Blog
制作、开源、分享、乐趣!
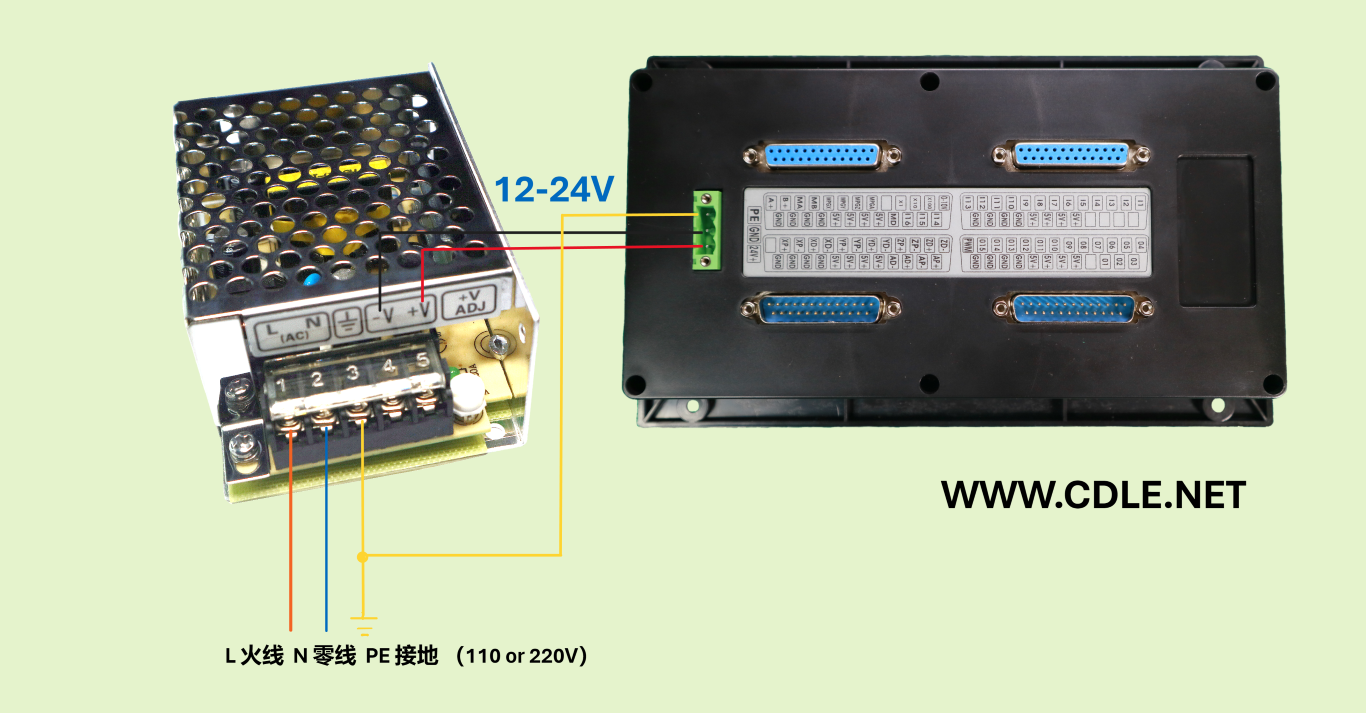
电源为直流12-24V,电流至少1A或以上。PE为保护地需要连接到接地端,以提高安全与抗干扰。
20240125
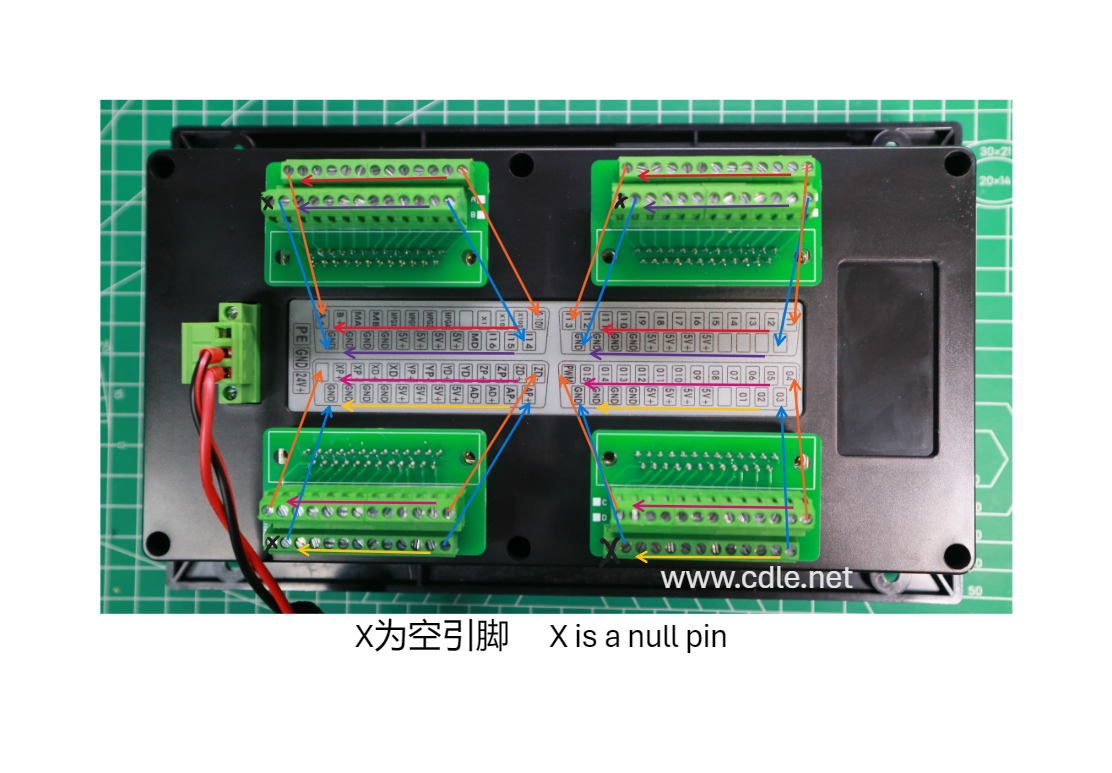
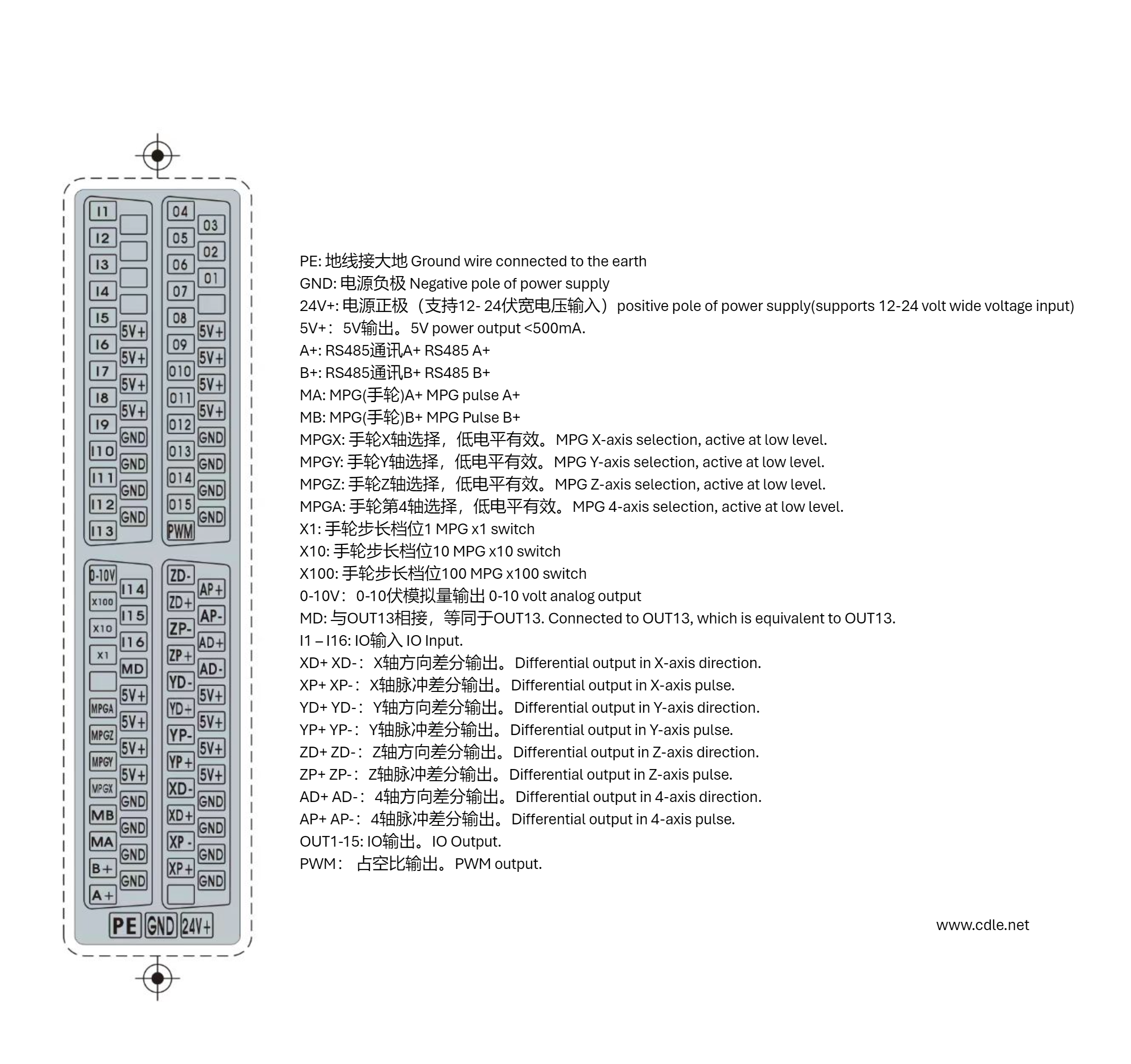
第一张为接口板对应图,第二张为引脚定义说明。
20240109
20240108